你好,歡迎光臨湖北共創(chuàng)恒達(dá)鋼構(gòu)彩板有限公司網(wǎng)站!

您的位置: 首頁>產(chǎn)品中心>C型鋼、Z型鋼
推薦產(chǎn)品

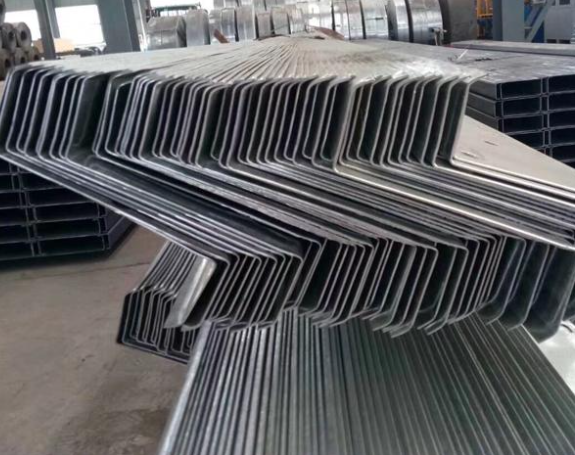
為了能更好的滿足客戶的需求,Z型鋼材料廠,Z型鋼廠批發(fā)在必要時(shí)我們還是需要進(jìn)行焊接,但是在對Z型鋼的焊接過程中,比較容易出現(xiàn)一些問題,這就需要進(jìn)行在進(jìn)行焊接過程中,對Z型鋼進(jìn)行好的焊接處理。
焊接工藝控制鍍鋅鋼的焊前準(zhǔn)備與一般的低碳鋼是相同的,需要注意的是要認(rèn)真處理好坡口尺寸和附近的鍍鋅層。為了焊透,坡口尺寸要適當(dāng),一般60~65°,要留有間隙,一般為1.5~2.5mm;為了減少鋅對焊縫的滲透,在焊之前,可將坡口內(nèi)的鍍鋅層清除以后再焊。
在實(shí)際監(jiān)理工作中,采用了集中打坡口,不留鈍邊工藝進(jìn)行集中控制,兩層焊接工藝,減少了未焊透的可能性。
焊條應(yīng)根據(jù)鍍鋅管的基體材質(zhì)選用,一般低碳鋼由于考慮易操作性,選用J422較為普遍。
焊接手法:在焊多層焊的一層焊縫時(shí),盡量使鋅層熔化并使之汽化、蒸發(fā)而逸出焊縫,可減少液體鋅留在焊縫中。
(此內(nèi)容由fruitspop.cn提供)
【相關(guān)文章】
【相關(guān)產(chǎn)品】






熱門搜索:襄陽活動板房材料批發(fā),襄陽集裝箱材料出售,襄陽集裝箱材料廠家,襄陽活動板房材料
聲明:部分素材來源于網(wǎng)絡(luò),如有侵權(quán),請告知我們刪除!
備案號:鄂ICP備2021012728號